Yamaha Guitar Trip Day 4 & 5: la fábrica de Hangzhou

Contenido patrocinado

Retrocedemos un huso horario con respecto al país del sol naciente al llegar al aeropuerto internacional de Hangzhou. Hablando del sol, no conseguimos verlo, en parte por el clima otoñal grisáceo y por la incipiente capa de contaminación, aún por suerte alejada de los niveles de Beijing. Atravesamos parajes de contrastes extremos: por un lado zonas de casas bajas de aspecto humilde y por otro decenas de enormes complejos de bloques de viviendas; el caso es que hay actividad y grúas trabajando por doquier, cientos de miles de toneladas de cemento harán de esta urbe algo descomunal.
Esta ciudad gigantesca, en expansión y construcción perpetua, es una de los ocho antiguas capitales del imperio chino. Con 8 millones de habitantes y a 125 km de Shanghai, destaca por su cinturón industrial, copado por multinacionales de la electrónica, el automóvil y en este caso la música: Yamaha Music tiene dos fábricas en la zona, la de guitarra y piano y la nueva factoría de Xiaoshan (a 4 km) de batería acústica. Pero la visita será mañana; casi anochece y damos un paseo por una zona comercial, nos dejamos caer por un mercadillo callejero (ojo a las imitaciones) y nos llevan a cenar un un curioso sitio llamado Fantasy Coffee, de corte francés. En el hotel Holiday Inn Hangzhou City Center casi nos la lían con un pasaporte que se queda olvidado sobre la fotocopiadora —no queremos imaginar cómo podría haber sido tratar de salir del país…—. A la mañana siguiente, la lluvia hace acto de presencia según llegamos a la fábrica de Yamaha.

La factoría Yamaha de Hangzhou (inaugurada en 2003 con el certificado ISO9001 a su favor) no fabrica para otras marcas, y ninguna fábrica del planeta construye para Yamaha. Nos queda claro al entrar que estamos en suelo japonés: los directivos nipones nos acogen con reverencias y nos hacen tomar asiento para una pequeña sesión informativa previa a la visita. En este complejo trabajan 2.415 trabajadores, de los cuales 1.500 son mujeres. Administrativamente, 127 personas (de las cuales 11 son japoneses) gestionan la logística de todo lo que acontece en esta parcela de 150.000 m2. El área reservada a guitarra, que es enorme, abarca tan solo un cuarto de la extensión de la factoría —en realidad, la segunda planta de la nave 2—. El resto de la superficie se dedica a la fabricación de pianos y al almacenamiento y secado de maderas.

Antes de adentrarnos en la nave, nos ceden unos paraguas corporativos —ya que está cayendo una intensa lluvia, muy típica en esta época— y de camino vemos un par de canastas de baloncesto —nos confirman que es uno de los pasatiempos favoritos aquí— y el parking exterior, con más de 600 motocicletas aparcadas.
Entrados en materia, nos indica el Sr. Sakurai que será nuestro guía y que tan solo veremos, por lo tanto, parte de la nave 2. Recorremos muy brevemente la planta inferior, destinada a la fabricación de pianos acústicos, y empezamos a darnos cuenta de la cantidad de trabajo manual que presenciamos. No se nos permite fotografiar la zona, pero alucinamos con los operarios especializados en la afinación, el innovador sistema de embalaje y sobre todo la clasificación de los pianos terminados, según la temperatura y humedad de su destino final. Se trata evidentemente de instrumentos sensibles, como nuestras guitarras.
En Hangzhou, Yamaha ha establecido un sistema de fabricación manual basado en la especialización de sus operarios, dividiendo tareas, independientemente de las series de modelos que se trabajen, lo que nos recuerda al sistema de base de la factoría Tenryu en Japón. Aquí se producen las Series L, FG, A, APX, CPX, NX, CG y las nuevas Silent SLG200N/S. Con unas 276.500 unidades previstas para este ejercicio fiscal, es necesario un número de empleados considerable y en más de una ocasión, son varios los trabajadores que se dedican a un área en particular. Un solo error o proceso mal planteado puede acarrear consecuencias muy negativas, por eso se reparten 40 inspectores que supervisan constantemente las áreas fundamentales. Cualquier matiz será revisado posteriormente en el área de control de calidad. La optimización constante de tareas es parte de este sistema flexible de cubículos y zonas especializadas.

Lo que nos deja claro el Sr. Sakurai es el lema principal: “Primero la calidad“, y lo empezamos a percibir nada más entrar al constatar la limpieza, luminosidad y perfecta disposición de los elementos en la planta. Avisos de seguridad, carpetas de control, normativas internas y un complejo sistema de aspirado constante del serrín —conducido al exterior del edificio— son sinónimo de modernidad y cumplimiento de la normativa —también la medioambiental, en la que Yamaha presume de adherirse al índice FTSE4Good—.
Aunque pasamos por varias áreas, esto no es una cadena de montaje como tal, puesto que no hay un recorrido temporal cronológico en los procesos. Son más bien 4 zonas en las que se realizan tareas manuales, con una zona de pintado asignada a cada una, una sección principal de producción de partes del instrumento (mástiles, tapas, aros…) e incluso una zona de training para la práctica de nuevos trabajadores. Además, existe un almacén de cajas con guitarras ya terminadas y otro de stock necesario para el trabajo diario (componentes y materia prima). El almacenamiento de madera, sin embargo, se realiza en el exterior.

Realmente los procesos que vemos van en este orden, divididos en grupos:
- Utilización de la madera virgen ya secada para la construcción de mástiles, tapas, diapasones, puentes y aros.
- Ensamblaje del cuerpo (tapas + aros), unión del mástil y posterior pegado del diapasón. Colocación del binding.
- Acabado exterior (pintado y/o lacado)
- Fijación de elementos externos: clavijas, trastes, golpeador, puente, encordado
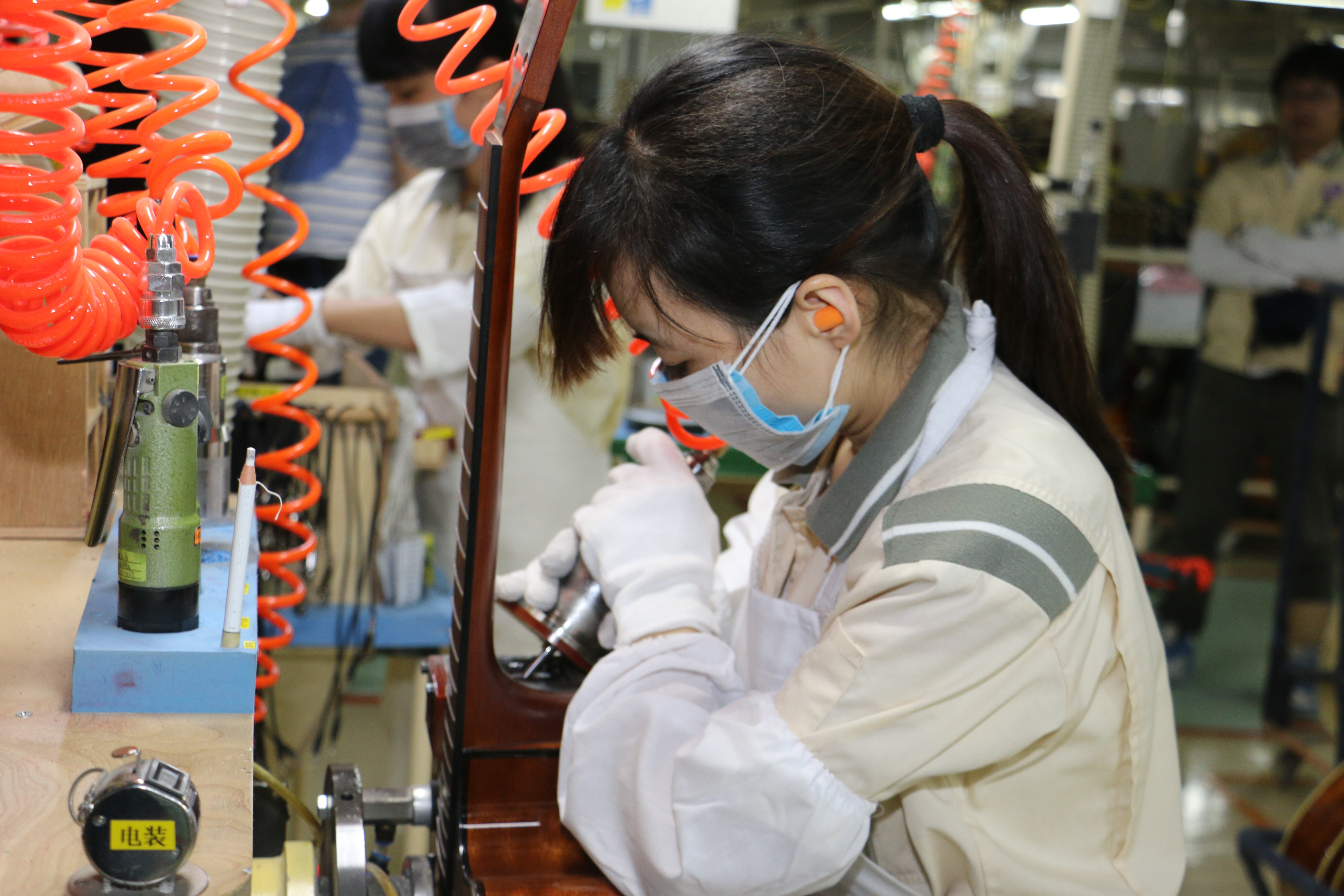
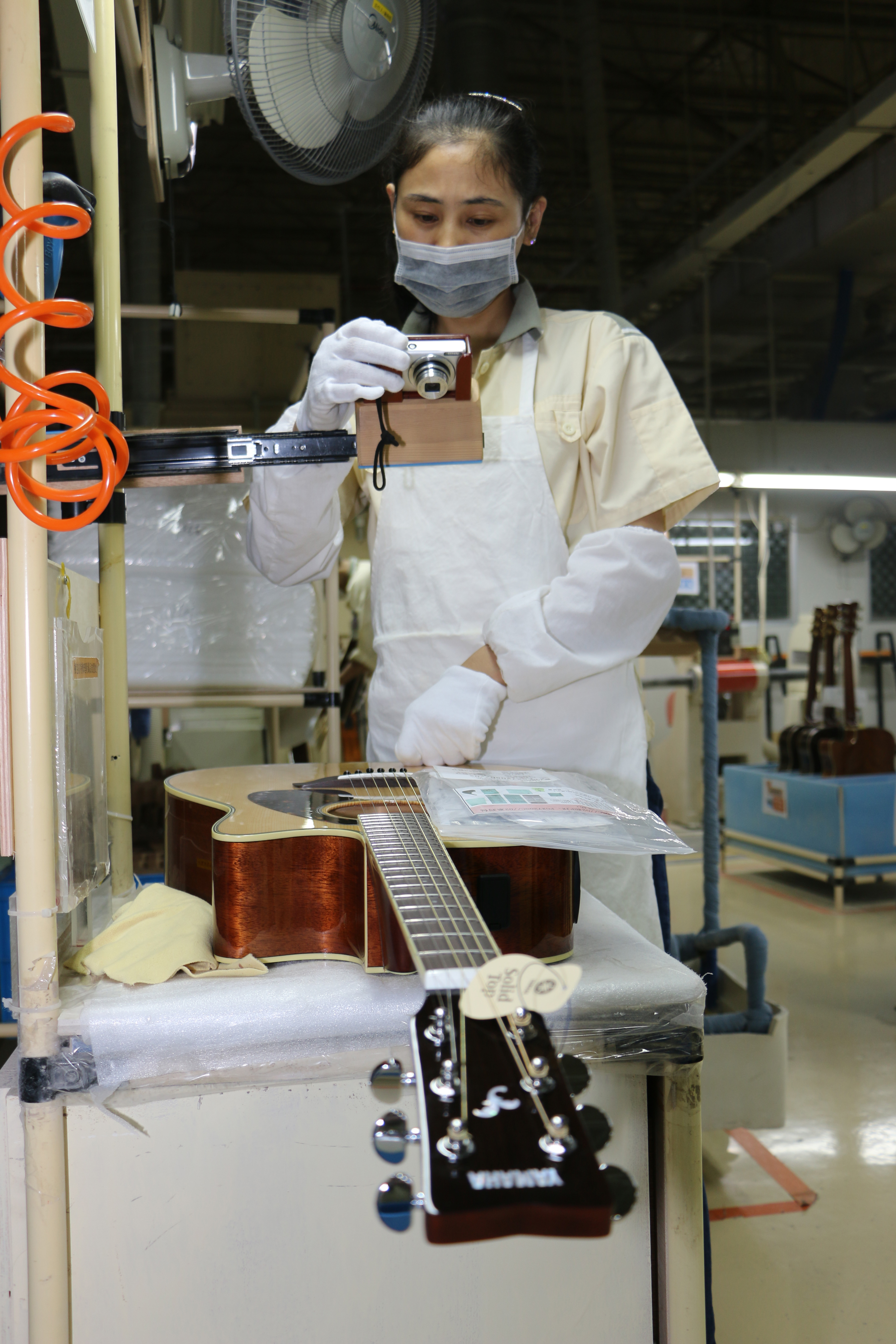
- Inspección final, comprobación de todos los controles, inspección visual completa de varios puntos. Aquí destaca el tocado experto de cada cuerda en cada traste para garantizar un ajuste óptimo (con cero trasteos de origen) y el fotografiado de cada ejemplar con su número de serie por razones de control.
- Tan solo una vez superados esos controles de calidad (el estándar es el mismo que el de la marca en Japón) se procede al embalaje de los instrumentos, y se almacenan para su envío a todos los rincones del mundo.

Tenemos orden de no hablar con los empleados y de no entorpecer su ritmo de trabajo, lo que es comprensible por razones de seguridad y ante la evidente minuciosidad de las tareas. Aún así, percibimos sonrisas y nos facilitan realizar fotografías. Sin duda algunos trabajadores (especialmente chicas) se destapan como expertos: la que perfila el contorno de las tapas de abeto y procede a su corte radial, la que toca cada traste de cada cuerda (¡menuda rapidez de digitación!), la que pinta con precisión el logo sobre la pala, o un chico de peinado extremo que realiza funciones de pulido. Por no hablar de la chica que encorda y afina…
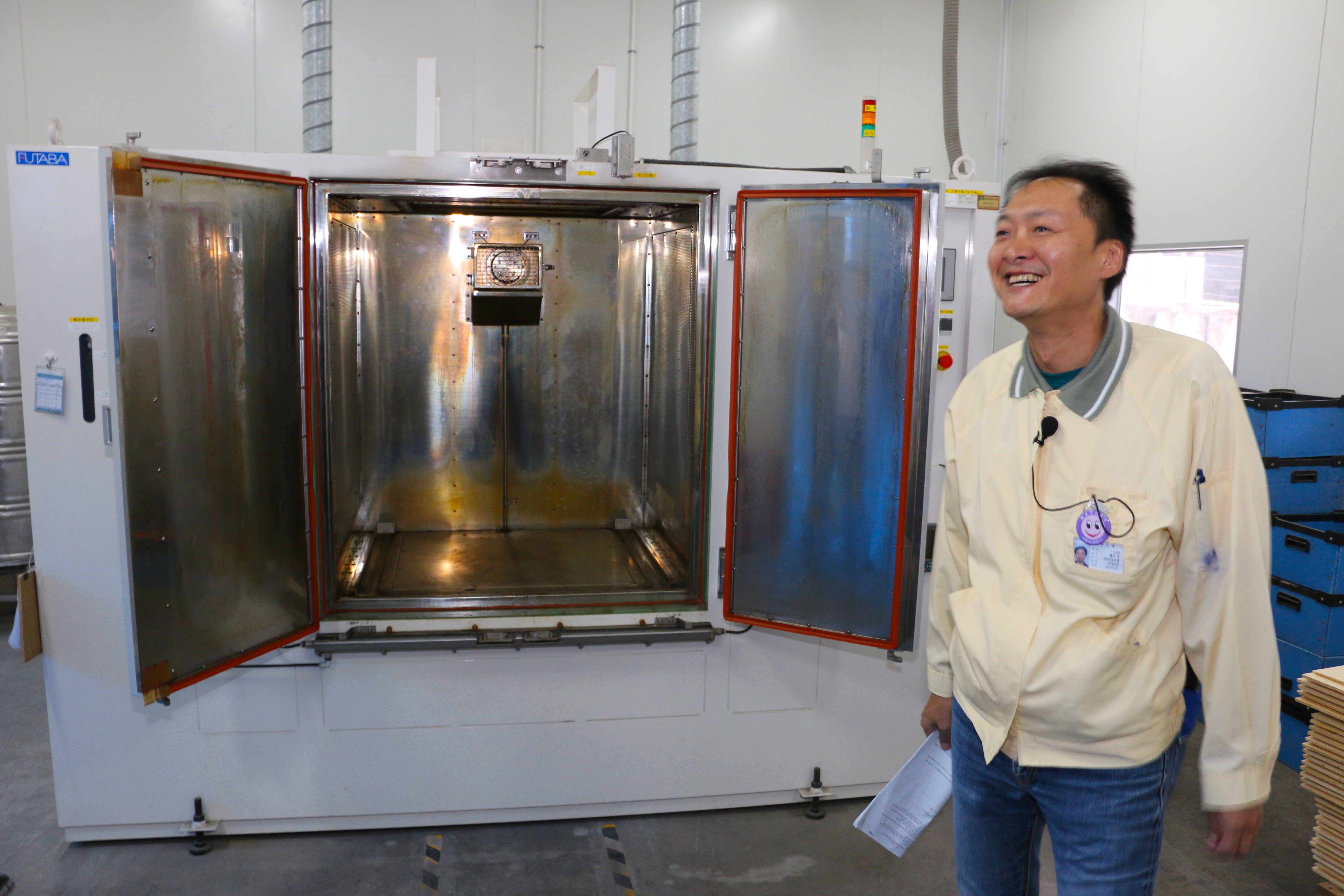
Una vez finalizado el recorrido por las dependencias de la planta superior de la nave, nuestro guía nos lleva fuera del recinto para enseñarnos cómo se almacena la madera clasificada. A primera vista no damos crédito, aunque no estamos acostumbrados a visitar fábricas todos los días, está claro que la cantidad de materia prima almacenada es brutal. A lo largo y ancho de esta nave exterior se apilan columnas de madera en bloques perfectamente alineados, de manera casi obsesiva. Cada montaña presenta un cartel con su origen, naturaleza y diagnóstico, expresado en días necesarios para completar su proceso de secado.

Además, la nave cuenta con dos sistemas de secado artificiales, un horno tipo kiln que extrae la humedad a base de calor y una maquinaria especial patentada por Yamaha, el horno de ondas A.R.E. (Acoustic Resonance Enhancement), sistema que la marca aplica a piezas de madera antes de su corte, para obtener un envejecimiento artificial de calidad actuando a nivel molecular sobre la celulosa. Toda la nueva Serie L de Yamaha presenta tapas macizas tratadas con este sistema, previamente disponible tan solo en modelos de gama superior de factura nipona.
En definitiva, hemos presenciado y comprendido muchas cosas hoy, pero el Sr. Sakurai insiste en un punto muy concreto: quiere transmitirnos la idea de que los instrumentos que aquí se fabrican no son “made in China”, hay que entender que son “Made in Yamaha”, puesto que la marca aplica estrictos y punteros controles y sistemas de producción en factorías de primera línea y avaladas por los certificados de calidad más exigentes, para salvaguardar el estándar que se le presupone.
Nos vuelven a acercar paraguas morados (la lluvia no cesa) y nos reunimos de nuevo en la zona de oficinas para despedirnos del equipo y del Sr. Sakurai. Ha sido una mañana intensa y se impone un descanso; Rocky nos lleva a comer junto con nuestra guía china (que se hace llamar Jennifer) a un restaurante de comida local, donde nos sirven pato laqueado y varias delicias chinas sobre una tabla giratoria de cristal, al parecer todo un lujo… De nuevo sin postre, aunque nos sirven té de varios tipos. No hay mucho tiempo; nuestro equipaje espera en el autobús (cuyo conductor se llama Ma, “caballo”), que nos lleva a la estación central de Hangzhou, un portento de modernidad, un recinto de hormigón y cristal del que salen multitud de andenes surcados por convoyes igual de modernos.
El viaje a Shanghái ronda una hora, llegamos a una de sus estaciones (Hongqiao) y de nuevo subimos a otro autobús en dirección al hotel donde pasaremos nuestra última noche asiática.

El hotel Marriott Shanghai Pudong se sitúa en un barrio bastante exclusivo de esta ciudad de 40 millones de habitantes. Tener coche en Shanghái es un lujo, hay un límite de matrículas disponibles y su coste es superior al de un coche de gama media, por lo que poca gente puede permitirse circular sobre cuatro ruedas, aunque vemos bastantes automóviles occidentales de lujo. Los taxis son todos berlinas Hyundai (un modelo antiguo) y Volkswagen Santana, un modelo que sin duda se sigue fabricando para el mercado oriental, así como el célebre escarabajo se produjo en Brasil y México durante décadas.
Tras dejar el equipaje nos damos cita en el lobby para ir a cenar. Esta vez nos tienen preparada una sorpresa, se trata de un sitio llamado The Boxing Cat (en el antiguo protectorado francés), en el que se sirve comida al estilo anglosajón, y ¡por fin disfrutamos de un postre dulce! De hecho, de varios tipos de tartas tras un empacho de nachos, costillas, carne, pasta, ensalada y alguna cosa más.

De regreso al autocar, Jennifer nos canta una canción japonesa y nos anuncia que vamos a efectuar un pequeño paseo en barco por el río Huangpu (afluente del Yangtsé), que divide en dos la ciudad. Nos cuenta más cosas sobre esta ciudad, motor económico del país, situado siempre en los puestos de cabeza en la lista de las economías de mayor crecimiento del planeta —Shanghái significa literalmente “sobre el mar”, y la lengua que aquí se habla no es el chino mandarín, es el shangainés, una variedad del chino wu—.

La sorpresa es mayúscula según subimos a la cubierta superior de la embarcación de recreo: contemplamos el mayor conjunto de rascacielos imaginable, el skyline del Pudong. De noche y bajo una fina pero persistente llovizna, la sensación es irreal; casi nos parece estar en el Los Angeles futurista de Blade Runner. Aprovechamos para sacar decenas de fotos, selfies y nuestras últimas fotos de grupo. Se palpa la melancolía del obligado regreso mañana temprano, del jet-lag que nos asaltará en casa. ¿Volveremos alguna vez? De repente, nos damos cuenta de lo rápido que han pasado estos pocos días: ha sido increíble.
Aquí acaba la experiencia. De vuelta al hotel programamos el despertador y suspiramos por un asiento de pasillo al sacar la tarjeta de embarque online, ya que nos espera un viaje largo…

Esperamos que os haya gustado la crónica del viaje a estas dos fábricas de Yamaha. El relato concluye, pero para nosotros, las sensaciones permanecen. Ojalá hayamos podido transmitir al menos una pequeña parte de ellas, y de todo lo que hemos aprendido en el lejano oriente.
Ponemos el colofón dando una vez más un agradecimiento especial a Bruno Camadini, de Yamaha Music Europe, sin cuya aportación este reportaje habría sido muy distinto. A Bruno, y a todos vosotros por seguirnos, ¡dōmo arigatōgozaimashita! ¡Fēicháng xièxie!
どうもありがとうございました
非常谢谢




















































Fundador de Hispasonic y director de Sonic Network. Documentalista incansable de la tecnología musical y los instrumentos en todos sus formatos.


